Located in Seoul’s lively Yongsan-gu area, north of the Han River, Four Points by Sheraton Seoul, Namsan offers convenient access to business areas, tourist attractions and public transportation. It is directly connected to Seoul Station, one of the city’s major railway stations, via an underground passage. Also, Incheon International Airport is just 60 minutes away via the Airport Express train.
Located in Seoul’s lively Yongsan-gu area, north of the Han River, Four Points by Sheraton Seoul, Namsan offers convenient access to business areas, tourist attractions and public transportation. It is directly connected to Seoul Station, one of the city’s major railway stations, via an underground passage. Also, Incheon International Airport is just 60 minutes away via the Airport Express train.
Four Points by Sheraton Seoul, Namsan occupies floors 19 to 30 of a mixed-use development tower. The hotel offers 342 sleek and comfortable guestrooms, each featuring spectacular panoramic views of downtown Seoul. All the guestrooms are equipped with the signature Four Comfort Bed™, fast and free WiFi and complementary bottled water.
The Eatery, the hotel’s inviting all-day dining restaurant, presents an extensive menu of local and international cuisines—ideal for business lunches, family get-togethers, and romantic dinners. For social gatherings, The Bar offers an extensive selection of drinks, snacks and craft beers from the brand’s signature Best Brews™ Program, which features an authentic local brew along with a selection of international beer. The hotel offers 54 square meters of function space and two private dining rooms, and a business center provides support services for corporate meetings and social events.
In the Asia-Pacific region, Four Points is Starwood’s fastest growing brand, with 42 hotels in operation and more than 50 hotels in the pipeline. In addition to Four Points by Sheraton Seoul, Namsan, the brand was on track to open eight properties in key destinations across the Asia-Pacific by the end of 2015, including Bali and Makassar, Indonesia; Chengdu, Penghu, and Hefei in China and Vadodara in India.
• Four Points by Sheraton Seoul, Namsan
37-85 Dongja-dong, Youngsan-gu, Seoul, Republic of Korea
Tel: (82-2)6070-7000 Website: http://www.fourpoints.com/seoulnamsan



korean-electronics.com | Blog Magazine of korean electronics, brands and Goods
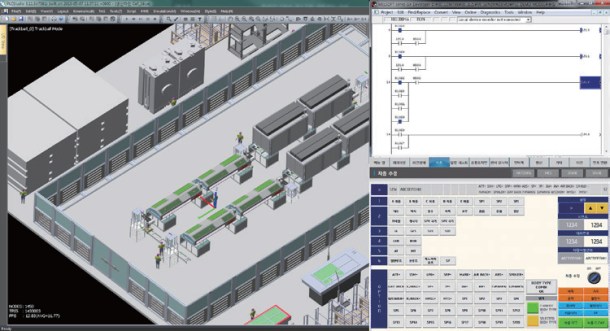
 has grown as a global leader in the electrics and automation field, leading the global market by producing electric power solutions and systems, such as transformers, circuit breakers, LV/MV switchgear, etc. It also produces automation solutions, such as PLC, HMI, and inverters; and, in addition, the main parts of railroad systems and electric cars, the eco-friendly systems such as photovoltaic and energy storage systems.
has grown as a global leader in the electrics and automation field, leading the global market by producing electric power solutions and systems, such as transformers, circuit breakers, LV/MV switchgear, etc. It also produces automation solutions, such as PLC, HMI, and inverters; and, in addition, the main parts of railroad systems and electric cars, the eco-friendly systems such as photovoltaic and energy storage systems.


 Established in 2001, CHUNGWOO Medical Co., Ltd. is an enterprise specializing in ITintegrated medical devices and now it has grown as a representative specialized enterprise of medical equipment in Korea in the high-end brand area having applied radio frequency and ultrasound technology. At present, it is earning a high reputation for its various high-quality brands in promising markets all over the world, including the regional market, and the domestic market. In addition, based on the company’s sound technological prowess on the strength of systematic and steady R&D, it is aiming to become a global best enterprise specializing in medical devices.
Established in 2001, CHUNGWOO Medical Co., Ltd. is an enterprise specializing in ITintegrated medical devices and now it has grown as a representative specialized enterprise of medical equipment in Korea in the high-end brand area having applied radio frequency and ultrasound technology. At present, it is earning a high reputation for its various high-quality brands in promising markets all over the world, including the regional market, and the domestic market. In addition, based on the company’s sound technological prowess on the strength of systematic and steady R&D, it is aiming to become a global best enterprise specializing in medical devices.